 |
| September 02, 2014 | Volume 10 Issue 33 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Continuous casting: Optimizing both machine and process with simulation
As manufacturing processes become more sophisticated, the demand for bigger and better steel products increases. SMS Concast uses simulation to ensure their customers can bring steelmaking into new realms of size, quality, and complexity while simultaneously reducing energy consumption.
By Jennifer Hand
Halfway through the 20th century, the steelmaking process was transformed when the batch process of ingot casting was replaced by continuous casting. With this technique, a constant stream of liquid steel is transformed into endless strands of glowing, solid metal (see Figures 1 and 2).

Figure 1. Discharge table of the continuous caster showing solidified strands being cut and discharged.
In ingot casting, the head of each ingot must be cropped after it is removed from the mold, producing waste metal. In continuous casting, however, this cropping must only be done at the very start and very end of each sequence during which several hundred tons of steel are cast, meaning far less waste material is produced. Additionally, the shape of the cast strands is far closer to the shape of the final rolled product. This results in improved yield, superior quality, and better cost efficiency than previous methods. Not surprisingly, 95 percent of steel is made using continuous casting today.
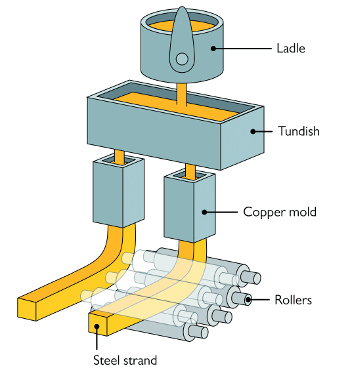
Figure 2. Continuous casting diagram. Liquid steel is brought to the caster in ladles. The tundish distributes the liquid steel to the copper molds and the formed strands are withdrawn out of the molds using driven rollers.
SMS Concast has been a leader in this field for 60 years, designing and building technical equipment for steel melting, refining, and continuous casting. It has a worldwide market share of over 40 percent. "Continuous casting presents a huge number of variables that we need to analyze as we continue to improve the technology and advance the boundaries of what we know," explains Nicholas Grundy, Head of Metallurgy & Process Continuous Casting at SMS Concast. "We are constantly pushing the limits and the only way to understand something that we have never done before is to simulate it."
Simulation across all realms
In continuous casting, molten, refined steel is typically brought to the caster in ladles of 30- to 350-ton capacity. The steel is teemed into a tundish that distributes the steel into one to eight strands. The first solid steel is formed in the open-ended, water-cooled copper molds, and the formed strands are withdrawn out of the molds using driven rollers at speeds of 0.1 to 6 m/min., depending on section size (see Figure 2). After fully solidifying, the red-hot strands are cut into 3- to 15-meter-long pieces and left to cool.
The process of continuous casting produces a cast semifinished that is close in shape to the final product, greatly reducing the cost of further processing by rolling or forging. Depending on the shape of the mold, square profiles called billets can be cast for rolling into bars and wire for applications ranging from concrete reinforcement to piano wire. Larger, rectangular pieces called blooms can also be forged, for example to form a crankshaft or to be rolled into bars or rails. Slabs are rolled into sheet metal out of which everything from cars to oil tankers are produced.
SMS Concast uses simulation at every stage of the casting process: To analyze fluid flow in the tundish, primary solidification in the mold, solidification and mechanical deformation of the strand, and quenching or slow cooling of the cut blooms.
"During solidification, we must minimize segregation of alloying elements towards the center of the strand, remove non-metallic inclusions, and improve the microstructure of the solidifying steel," says Grundy.
"One way of achieving these improvements is by stirring the liquid steel," Grundy says (see Figure 3). This is done using electromagnetic stirrers that generate strong rotating electromagnetic fields around the strands. This causes the liquid steel in the core of the strands to rotate. The field generated by the stirrers and the resulting flow pattern of the liquid steel is simulated using COMSOL Multiphysics. Simulation is a crucial step in order to design the electromagnetic stirrers correctly and to achieve the best steel quality. Stirring is particularly important for highly alloyed grades such as ball-bearing steel, with high demands on cleanliness (with a minimal presence of non-metals), even composition (low segregation), and fine-grained microstructure.
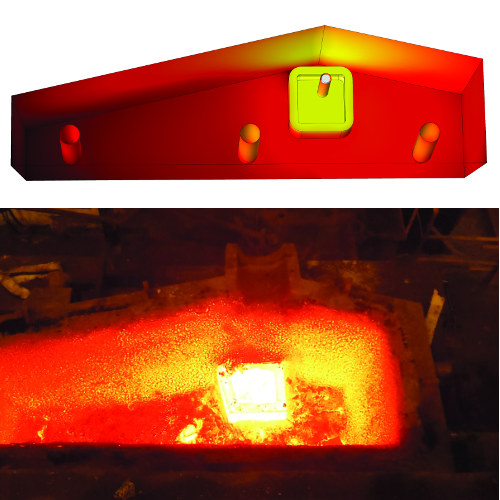
Figure 3. Model of a tundish using the CFD Module in COMSOL Multiphysics (top) and actual tundish during emptying of molten steel (bottom).
"Essentially, most of the problems we face must be studied by combining various realms of physics such as electromagnetics, liquid or gas flow, mechanics, and heat transfer," says Grundy. "That's why we use COMSOL Multiphysics; we know of no other tool that links all these realms of physics into one single platform as seamlessly as COMSOL."
Predicting solidification and shrinkage
One recent steelmaking trend is to roll strands of cast steel while they are still hot, rather than cooling them down and reheating them later in a reheating furnace. This is called hot charging, and it avoids wasteful loss of thermal energy but demands an even more accurate understanding of how a strand solidifies. Grundy explains, "The copper mold is at the heart of each continuous caster. This is where the first solid steel skin is formed. A billet will only be faultless if the internal shape of the copper tube follows the shrinkage of the steel exactly, and a billet's surface must be faultless if it's to be hot-charged."
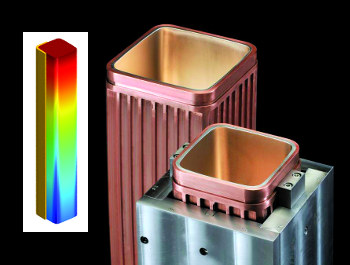
Figure 4. The water-cooled copper mold tube where the first solid steel shell forms is the heart of every continuous caster. Inset: Model of primary solidification and shell growth in the copper mold.
The SMS Concast team used their COMSOL model to understand the complex heat exchange processes taking place during the first solidification of the steel in the mold. The results guided the design of a new type of mold to cast billets with large rounded corners (see Figure 4). These corners stay warm after casting, resulting in a more even surface temperature. This makes it possible to hot-charge the billets directly to the rolling mill, without leaving them to cool down and then heating them again in a reheating furnace fired with fossil fuels, as is the practice in a conventional steel plant.
The innovative mold design was successfully implemented at Tung Ho Steel in Taiwan in 2010, a steel plant that runs completely without a gas-fired reheating furnace, resulting in huge environmental and economic benefits. This reduces yearly emissions by 40,000 tons of CO2, about the same as the exhaust of 20,000 cars.
Simulate -- but also validate
"Whenever possible, we like to validate our simulations with results from the real world or with physical models," says Grundy. "For example, to validate our tundish flow simulation, one customer built a Plexiglas scaled water model, and we found excellent agreement between the physical model and our flow simulations. As trust in our models grows, we gain the confidence to explore allowable designs."
Nicholas Grundy displaying the simulation results of one of the CFD models of the continuous casting process.
This approach clearly works well for the company; the world's widest beam blank (1,150 x 490 x 130 mm) is already being cast on an SMS Concast caster in Germany, and the largest round section ever made (1,000 mm in diameter) will go into production in a South Korean mill in 2015.
Source: COMSOL
Published September 2014
Rate this article
View our terms of use and privacy policy